

800吨框架式液压机也称为800吨框架式油压机、800吨框架压力机,机架采用整体框架结构,滑块采用精细密度高的导轨导向运行,耐震及抗侧压力强,整机稳定,耐用,适用于落料、成型、挤压等多种工艺用途;整机按不同功能模式、设计成模块结构,拆装简便,一般故障可直接通过触摸屏观看,维修简易。

800吨框架式液压机
800吨框架式液压机是定制设备,用于冲压锚杆托盘成型专用设备,以下简称800吨锚杆托盘液压机,设备采用四角八面矩形轨,间隙可调、刚性好,可有效的消除机器热膨胀对导轨间隙的影响;而且滑块高,与导轨接触面大,抗偏载能力强;冲压锚杆托盘用800吨框架式液压机精度高,重复定位精度和平行精度高,配有伺服控制系统,液压系统采用集成式插装阀控制,动作灵敏可靠,设有独立的液压与电器控制系统,采用按钮集中控制,可实现定程和定压两种成型工艺,具有压力显示和行程、压力调节等功能。

800吨锚杆托盘液压机

800吨锚杆托盘液压机试机

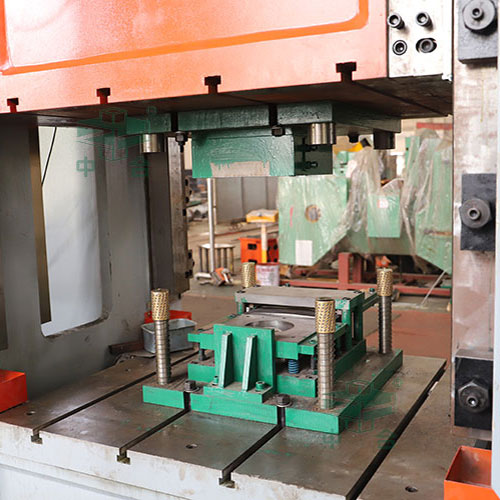
锚杆托盘模具

锚杆托盘
800吨锚杆托盘液压机可搭配全自动生产线,采用程控系统控制,品牌控制元件,触摸屏人机工程对话界面,一键设置及控制,自动完成托盘长原料的进料自动摆放、自动输送、定尺截切、冲孔成型、打捆、码放等生产工序。
800吨框架式液压机的特点:
1、800吨框架式液压机机身采用龙门框架式结构:由上横梁、滑块、工作台、主缸、液压动力系统及电器系统等部件组成。上横梁、滑块和工作台采用优质钢板焊接而成,焊后经高频振动消除焊接应力,立柱为优质45#钢,表面中频淬火并镀铬处理。
2、800吨框架式液压机压制缸由一只活塞缸实现,缸体为优质锻钢,活塞杆表面经中频淬火处理,硬度高,使用寿命长。油缸主要密封件采用优质密封圈,确保密封可靠。
3、800吨框架式液压机的工作台与滑块上均有T形槽,便于用户模具安装。
4、采用整体钢板焊接框架式机架,整体刚性好,抗压强度高。
5、压力、行程、保压等可按压制工艺要求调整。
6、具有下顶料、上项料及上、下复合顶料或浅拉深等不同派生机型,适用于多种压制成形工艺的需要。
7、机架和活动工作台导向精度高,刚性好,抗侧向力强,特别适用于压制对称的产品。
8、油缸采用整体锻打并经精密研磨,在高压状态下使用可靠性高。
800吨框架式液压机部分技术参数:
设备型号:YQ34-800T
公称压力:8000KN
系统压力:25Mpa
滑块行程:600mm
开口高度:800mm
台面尺寸:1200*1000mm
控制形式:PLC+伺服
注:以上参数仅供参考,机器实际参数请以滕州中合锻压徐经理13963280040(微信同号)技术方案为准。
选择800吨框架式液压机来加工锚杆托盘时,可以考虑以下几个因素:
1、材料选择:锚杆托盘可能由不同类型的材料制成,如钢材。需要考虑锚杆托盘的材料强度和变形特性。
2、冲压模具设计:针对锚杆托盘的形状和尺寸,需要设计合适的冲压模具。这包括考虑模具的形状、尺寸、材料以及适应液压机的工作台面积。
3、液压机参数设置:针对锚杆托盘的材料特性,需要设置800吨框架式液压机等参数。确保这些参数的设定能够满足锚杆托盘冲压的要求,同时避免过度变形或损坏。
4、安全考虑:安全是首要考虑因素。操作人员需要戴上适当的防护装备,并严格遵守安全操作规程。液压机应配备紧急停车按钮、安全防护罩等安全装置。
5、冲压过程控制:800吨框架式液压机可以实现对冲压过程的精确控制。这包括对冲程的控制、冲压速度的调整等,以确保锚杆托盘的生产质量。
6、模具更换和维护:在生产过程中,可能需要更换不同形状或规格的冲压模具。此外,定期维护模具和液压机,确保其正常运行,对于生产效率和设备寿命都至关重要。
7、自动化控制(可选):根据生产需求,可以考虑使用具有自动化控制功能的液压机。这有助于提高生产效率和一致性。
8、质量检验:在冲压过程结束后,需要进行锚杆托盘的质量检验。这可以包括尺寸测量、外观检查等,以确保产品符合规格和质量标准。